All production processes from a single source
Would it not be great to order a product – in this case made of wire cloth – from just one supplier? And a supplier who delivers it to you without complication and from a single source? Without time-consuming coordination and elaborate agreements between different stakeholders – no matter how complex your product is? For several generations, Haver & Boecker's cause has been to fulfil precisely this wish for you. Our extraordinary depth of production helps us to achieve this.

Weaving
It starts with in-house design of the weaving looms
As a wire weaving division, processing wires is our core competence. We can produce wire cloth or pre-crimped wire mesh from the following wire thicknesses on our own weaving looms:
- 13 µm to 6.3 mm in Oelde
- Up to 12 mm in Belgium
- Up to 20 mm in Canada
For 130 years everything has revolved around warp and weft, and throughout the process a variety of woven wire cloth has been created, which will continue to grow with every new challenge in the future and truly leaves nothing to be desired.

Pre-crimped wire mesh
We produce pre-crimped wire meshes with a wire diameter of approx. 0.5 mm to 20 mm. They are characterised by the fact that the warp and weft wires are pre-crimped, i.e. pre-formed, before weaving. This way we guarantee you a maximum accuracy of the meshes. In addition to round wires, we also process flat wires, cables or triangular profiles. For architectural meshes different types of wire can be combined.
Haver & Boecker designs and produces the required crimping wheels itself.
Your advantage: Here, too, we can respond to almost any customer request and produce the appropriate specification consisting of material, weave type, aperture width and wire thickness.
We not only weave stainless steel
Learn more about our extraordinary variety of materials: Down to the finest wires, we process all weavable materials – from stainless steel to special materials such as titanium and Hastelloy.

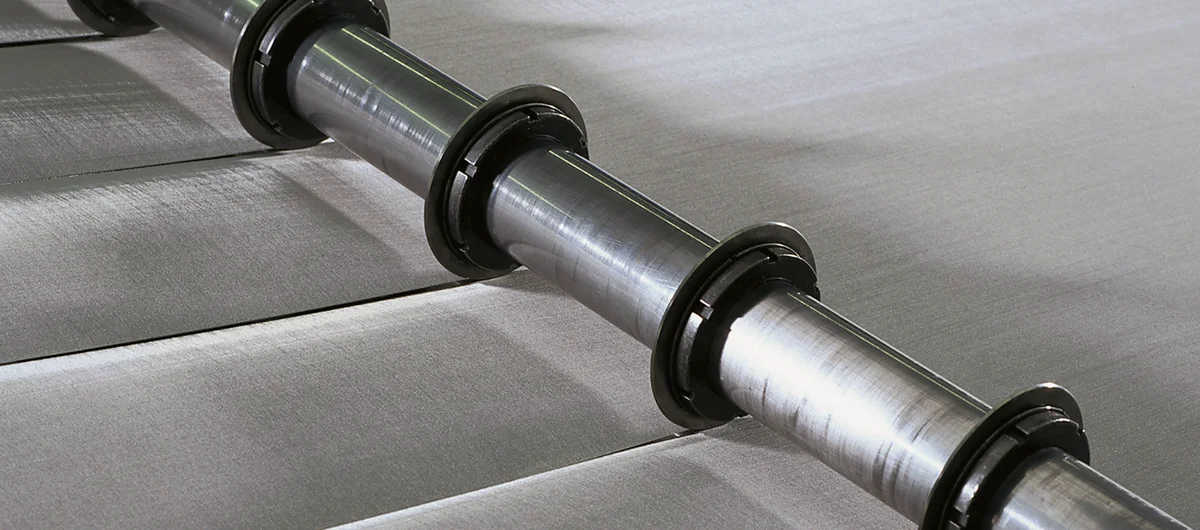
Why is screen printing mesh calendered?
Precision screen printing is all about precise ink application.
The smoothed metal wire mesh has the effect of reducing deviations in print layer thickness and squeegee wear.
Processing screen printing mesh:
- Aqueous ultrasonic cleaning
- Calendering
- Can be cut to size in different windings:
e.g. 22.5° - 30° - 45° or 90°

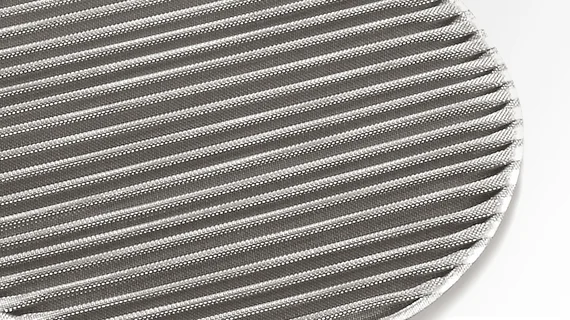
Porostar® wire mesh laminates are sintered
The wire mesh layers are firmly joined together
All Porostar® composite plates have one thing in common: They consist of a multitude of individually configurable wire mesh layers that are firmly joined to each other by diffusion. The geometric structure of the individual mesh layers remains unchanged and a stable porous filter medium with pre-determinable characteristics is created.
Production steps for Porostar® wire mesh laminates:
- Cutting the individual mesh layers
- Configuring and sintering
- Depending on the version, welding and / or moulding
Other processes at a glance
-

Punching, embossing or deep drawing into a two- or three-dimensional shape. -
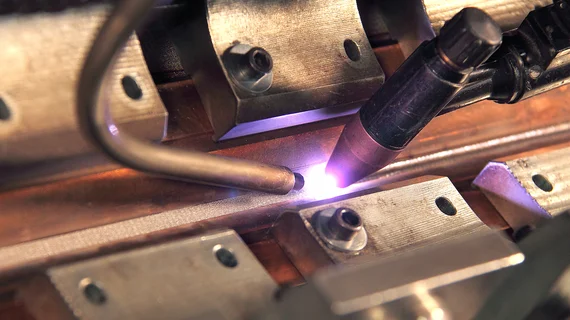
Plasma, TIG, MIG, MAG and resistance welding to high-precision roll seam and spot welding. -
Manual or automatic cylinder production from single or multi-layer wire mesh. -
Shaping, embossing, edging and pleating to shape or increase the filter area with the same external dimensions. -

Repair of wire cloth laminate filter plates
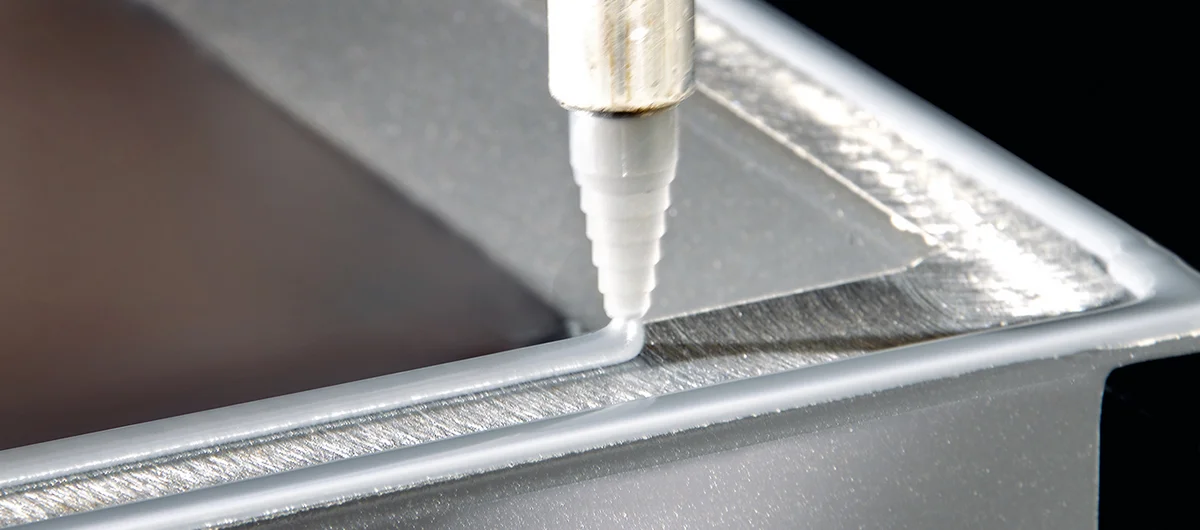
Bonding
Sealing, protection, edging or insertion
For the production of pre-tensioned screen sections, the wire mesh is glued to the screen frame, e.g. under pre-tension. If required, the adhesive is food compliant according to VO (EG) No. 1935/2004, heat or acid resistant or suitable for the use of ultrasonic systems.
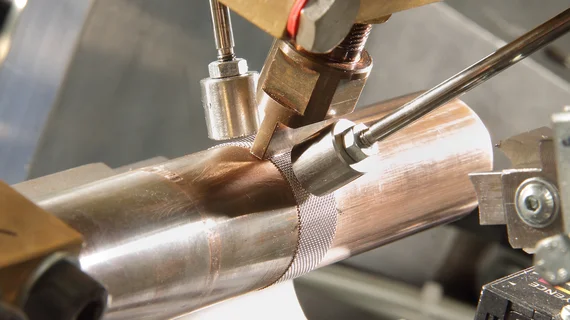
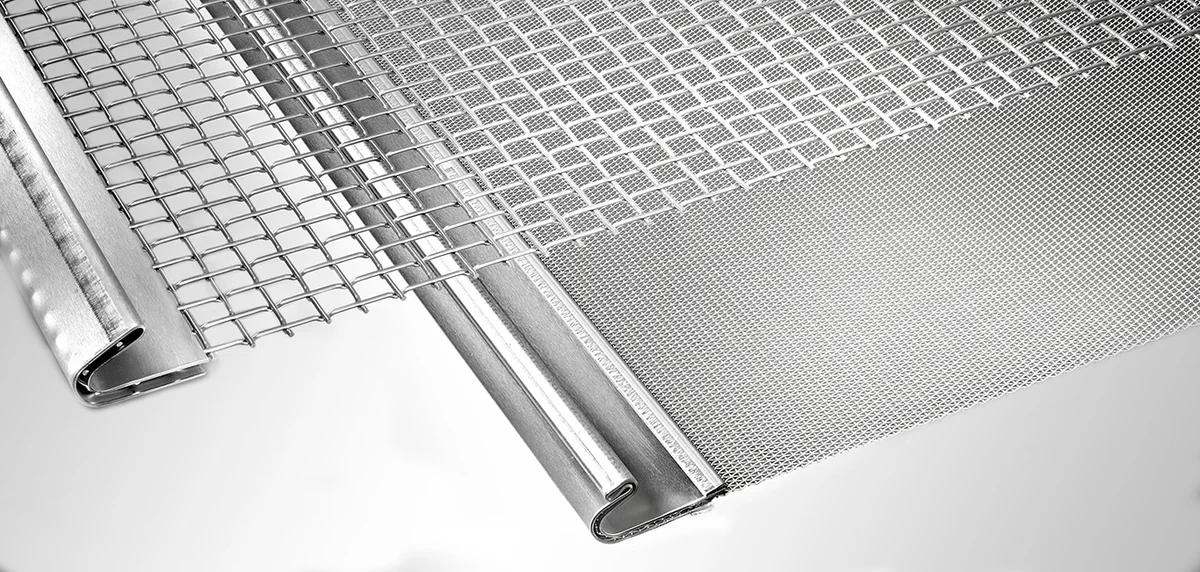
Forming and hooking
Every detail counts when it comes to hook strips
At first glance, hooking of wire cloth seems rather simple. However, the example of screen sections makes the complexity clear. This is because forming and hooking of screening mesh has a direct influence on:
- The service life of the screen section
- The installation and tensioning of the screen section
- The leak densitiy in the screening machine


Why is the cleaning of wire cloth filters so important in medical technology?
Wire cloth chips in medical technology? Loose wires are unthinkable in this industry. That is why we clean our filter elements made of metal wire cloth particularly intensively.
For example, inhaler screens are cleaned in several steps:
- Wire mesh cleaning
- Degreasing edged parts
- Ultrasound cleaning
- Screening
Plastics engineering
Precise injection moulding all along the line
Metal filters and fabricated parts are given plastic edgings by injecting plastic melts into the cavities (hollow spaces) of a mould and compressing them.
Our team of employees from the company's toolmaking, R&D, engineering, and plastics engineering develop production equipment, tools and even new plastic modifications to meet the highest demands for functionality and handling of the final hybrid elements.

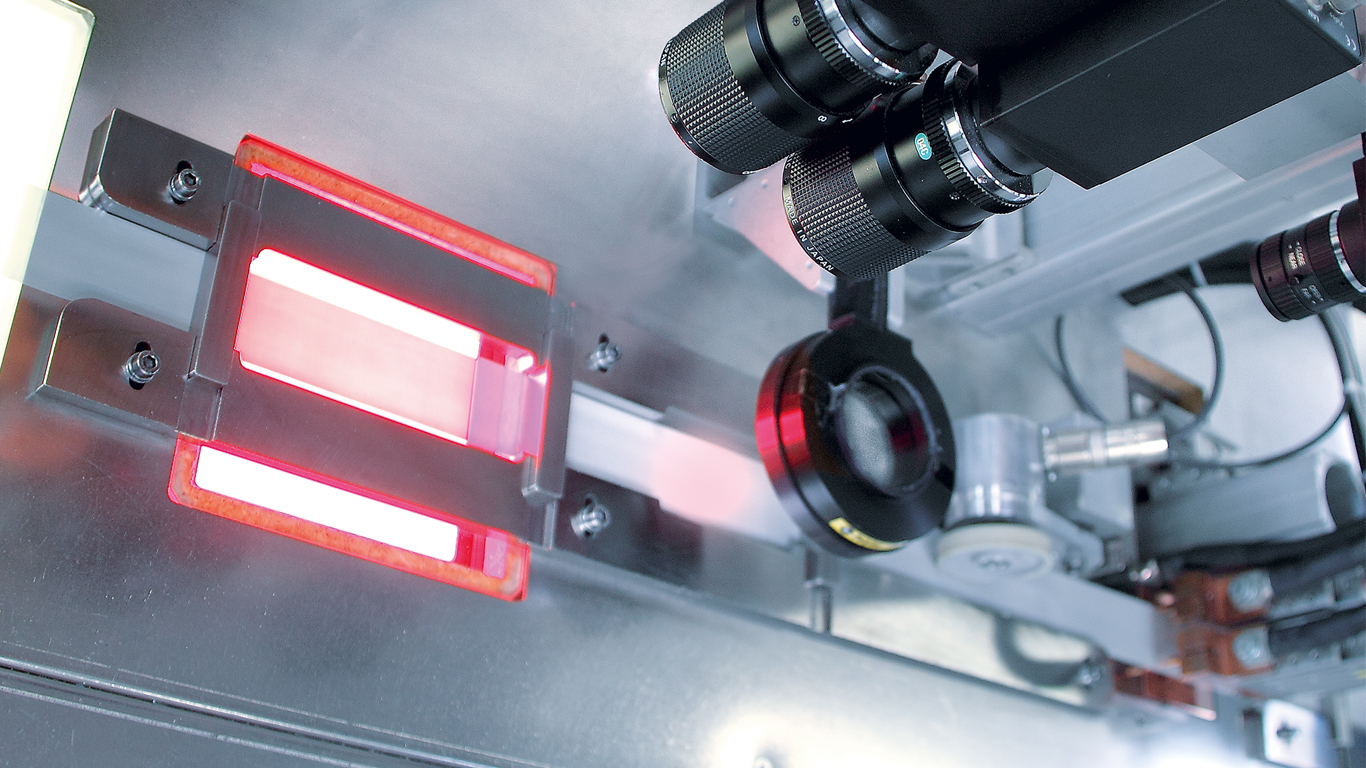
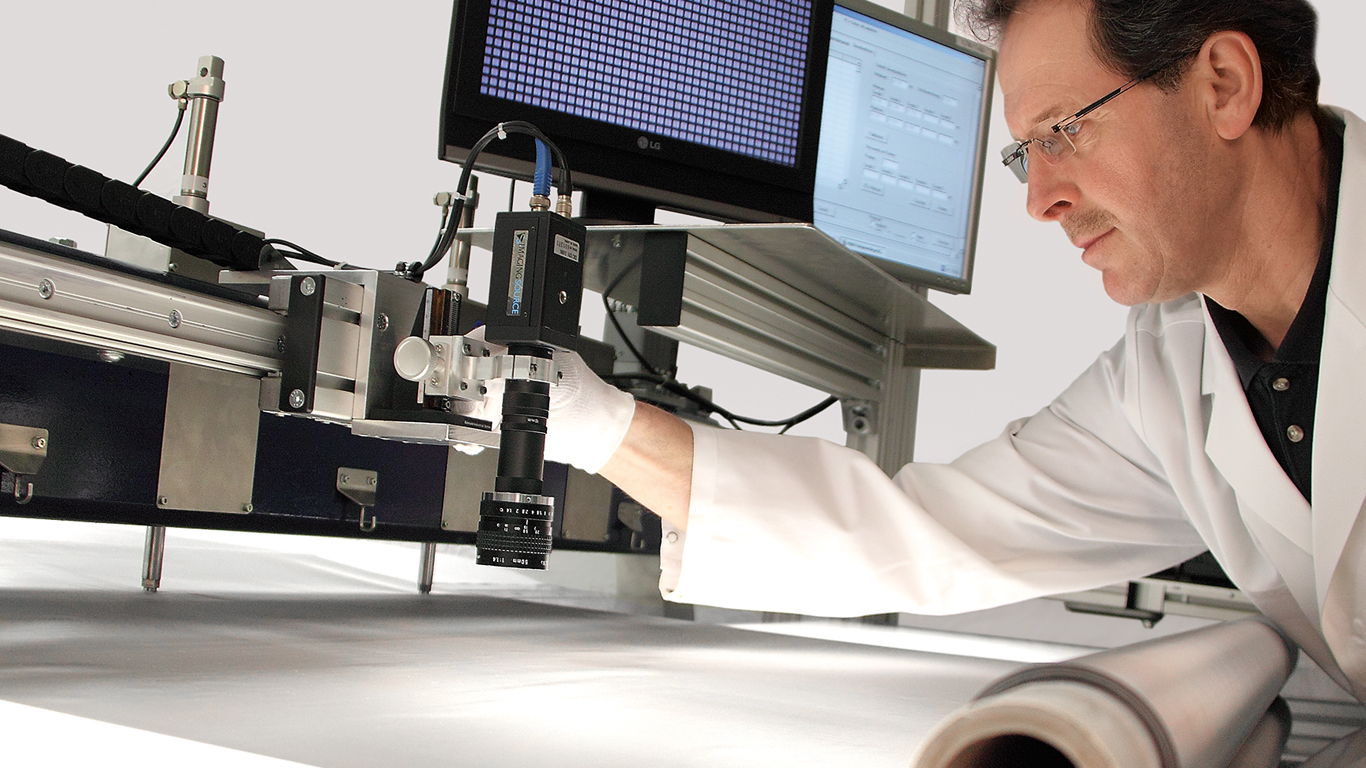
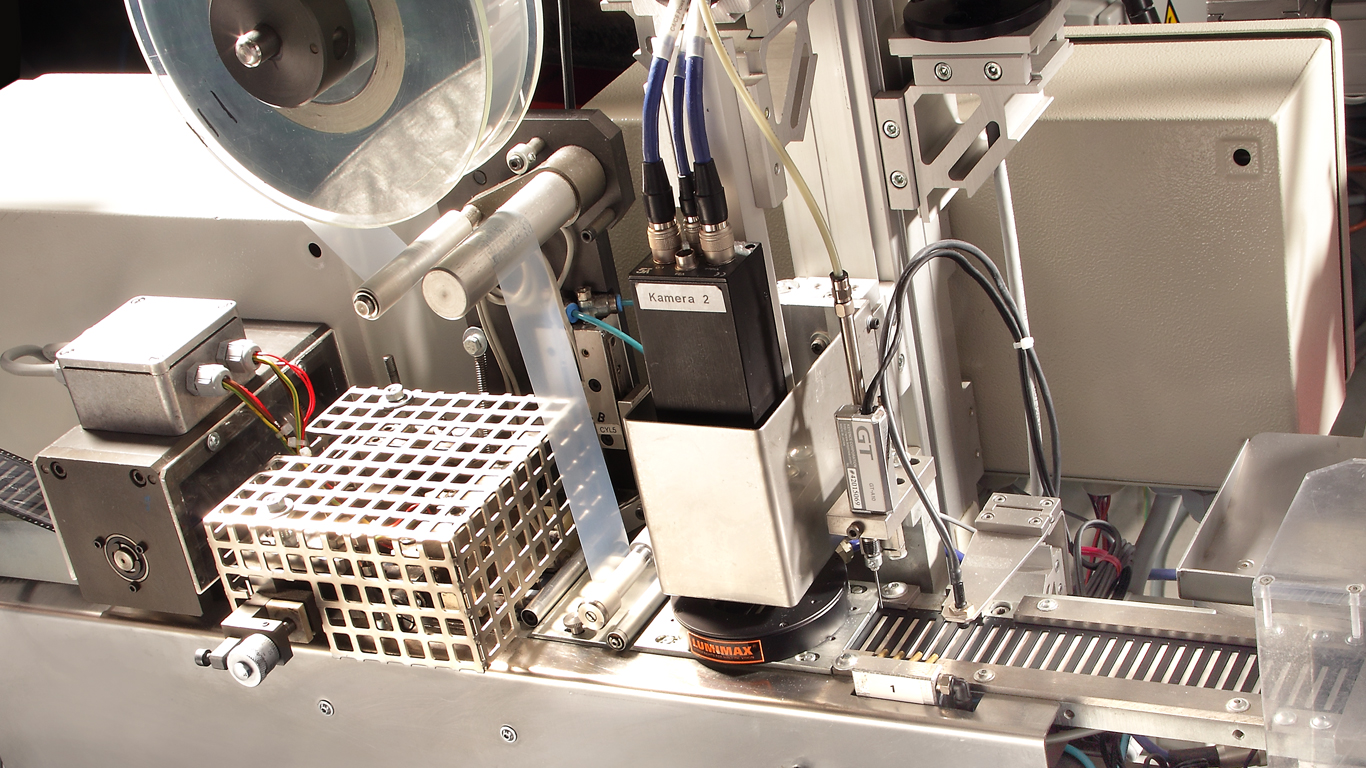
Testing
Quality assurance using standardised, specially developed and certified test procedures
We use various measuring and testing procedures to prove that our wire cloth products meet the respective requirements. All wires and wire cloth made from them are tested in our works laboratory. Furthermore, we pursue a zero-fault strategy in our production. In order to achieve this goal even with large-scale products and to be able to detect possible deviations from standards in a timely manner, these production processes are continuously monitored with the Haver Vision System developed in-house.