



Un seul fournisseur pour tous les processus de fabrication
Ne serait-il pas agréable de devoir commander un produit - dans ce cas, une toile métallique - auprès d’un seul fournisseur ? Et qui vous les fournit directement et à partir d’une source unique ? Sans coordination fastidieuse et sans accords élaborés entre les différents acteurs, quelle que soit la complexité de votre produit ? Depuis plusieurs générations, la préoccupation de Haver & Boecker est de réaliser précisément ce souhait pour vous. Notre extraordinaire gamme verticale de fabrication nous aide à atteindre cet objectif.

Tissage
Tout commence par la construction des métiers à tisser
En tant qu’usine de tissage de fils, le traitement des fils est notre compétence principale. Nous pouvons fabriquer des toiles ou des grillages métalliques à partir des épaisseurs de fil suivantes :
- 13 µm à 6,3 mm à Oelde
- jusqu’à 12 mm en Belgique
- jusqu’à 20 mm au Canada
Il y a plus de 130 ans déjà, tout tournait autour de la chaîne et de la trame, et c’est ainsi qu’est née une variété de toiles métalliquesqui, aujourd'hui encore, ne cessera de croître à chaque nouveau défi et ne laissera rien à désirer.

Lors de la fabrication des grilles, les fils sont préformés
Nous fabriquons des grilles avec un diamètre de fil d’environ 0,5 mm à 20 mm. Elles se caractérisent par des fils de chaîne et de trame pré-courbés, c'est-à-dire préformés, avant le tissage. De cette façon, nous vous garantissons une précision maximale des mailles. Outre les fils ronds, nous traitons également les fils plats, les cordes ou les profils triangulaires. Différents types de fils peuvent être combinés pour créer des toiles d'architecture.
L’entreprise Haver & Boecker conçoit et fabrique elle-même les manivelles nécessaires.
Votre avantage: Nous pouvons répondre à presque toutes les demandes des clients et produire les spécifications appropriées, à savoir le matériau, la forme du tissage, la taille de la maille et l'épaisseur du fil.
Nous ne tissons pas seulement de l'acier inoxydable
Prenez connaissance de notre extraordinaire variété de matériaux : Jusqu'aux fils les plus fins, nous traitons tous les matériaux tissables - de l'acier inoxydable aux matériaux spéciaux tels que le titane et l'Hastelloy.



Calandrage
Le tissu est doté d'une épaisseur définie
Le métal tissé est enroulé en rouleaux pour les raisons suivantes :
- Stabilisation du tissu, qui devient plus résistant au déplacement.
- Influence de la finesse du filtre sur les types de mailles fines
- Lissage et homogénéisation de la surface des tissus

Pourquoi le tissu pou sérigraphie est-il calandré ?
La sérigraphie de précision est une question d'application exacte de l'encre. La maille métallique lissée a pour effet de réduire les écarts d'épaisseur de la couche d'impression et l'usure de la raclette.
Traitement des tissus pour sérigraphie:
- Nettoyage aqueux par ultrasons
- Calandrage
- Il est possible de couper sur mesure en différents enroulements :
Par exemple, 22,5° - 30° - 45° ou 90°.

Les stratifiés textiles Porostar® sont frittés.
Les couches de tissu sont fermement liées entre elles.
Tous les panneaux composites Porostar® ont une caractéristique commune : Ils sont constitués d'une multitude de couches de tissu configurables individuellement et solidement reliées entre elles par diffusion. La structure géométrique des différentes couches de tissu reste inchangée et un milieu filtrant poreux stable aux caractéristiques prédéterminées est créé.
Étapes de production des stratifiés textiles Porostar®:
- Découpe des différentes couches de tissu
- Configurer et fritter
- Selon la version, soudure et/ou moulage
Un aperçu des autres processus
-
![Une presse à découper est mobilisée pour les étapes de production que sont la l’estampage, le gaufrage et l'emboutissage.]()
![Une presse à découper est mobilisée pour les étapes de production que sont la l’estampage, le gaufrage et l'emboutissage.]()
![Une presse à découper est mobilisée pour les étapes de production que sont la l’estampage, le gaufrage et l'emboutissage.]()
Estampage, gaufrage ou emboutissage d'une forme bidimensionnelle ou tridimensionnelle. -
![Le soudage au plasma n'est qu'un des différents procédés de soudage.]()
![Le soudage au plasma n'est qu'un des différents procédés de soudage.]()
![Le soudage au plasma n'est qu'un des différents procédés de soudage.]()
Soudage au plasma, WIG, MIG, MAG et par résistance, jusqu'au soudage de haute précision par enroulement et par points. -
![Assemblage automatique du tissu sous forme cylindrique.]()
![Assemblage automatique du tissu sous forme cylindrique.]()
![Assemblage automatique du tissu sous forme cylindrique.]()
Production manuelle ou automatique de cylindres à partir de tissus à une ou plusieurs couches. -
![Toile métallique plissée et circulaire]()
![Toile métallique plissée et circulaire]()
![Toile métallique plissée et circulaire]()
Le façonnage, le gaufrage, les bordures et le plissage pour former ou augmenter la surface filtrante avec les mêmes dimensions extérieures. -
![Réparation des panneaux filtrants en stratifiés textiles]()
![Réparation des panneaux filtrants en stratifiés textiles]()
![Réparation des panneaux filtrants en stratifiés textiles]()
Réparation des panneaux filtrants en stratifiés textiles


















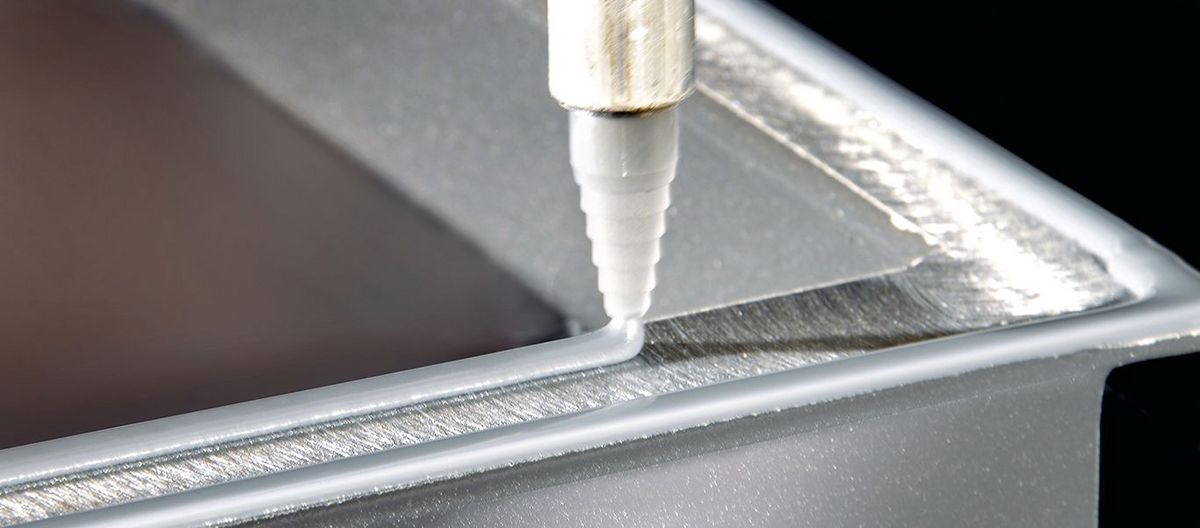
Collage
Étanchéité, protection, bordure ou insertion
Pour la production de fonds de tamis précontraints , le tissu métallique est collé au cadre du tamis, par exemple sous précontrainte. Si nécessaire, l'adhésif est conforme aux normes alimentaires selon le VO (EG) n° 1935/2004, résistant à la chaleur ou aux acides ou adapté à l'utilisation d'ultrasons.


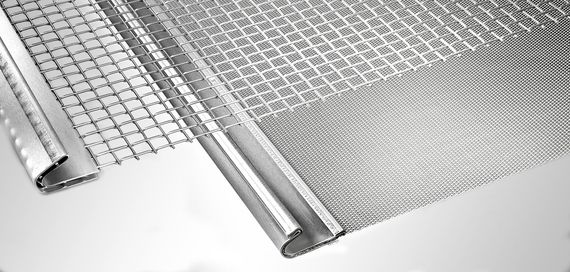
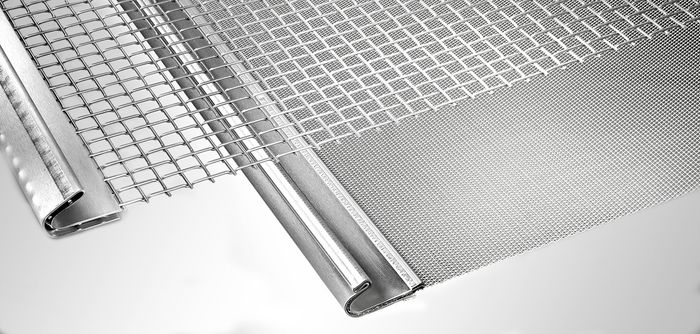
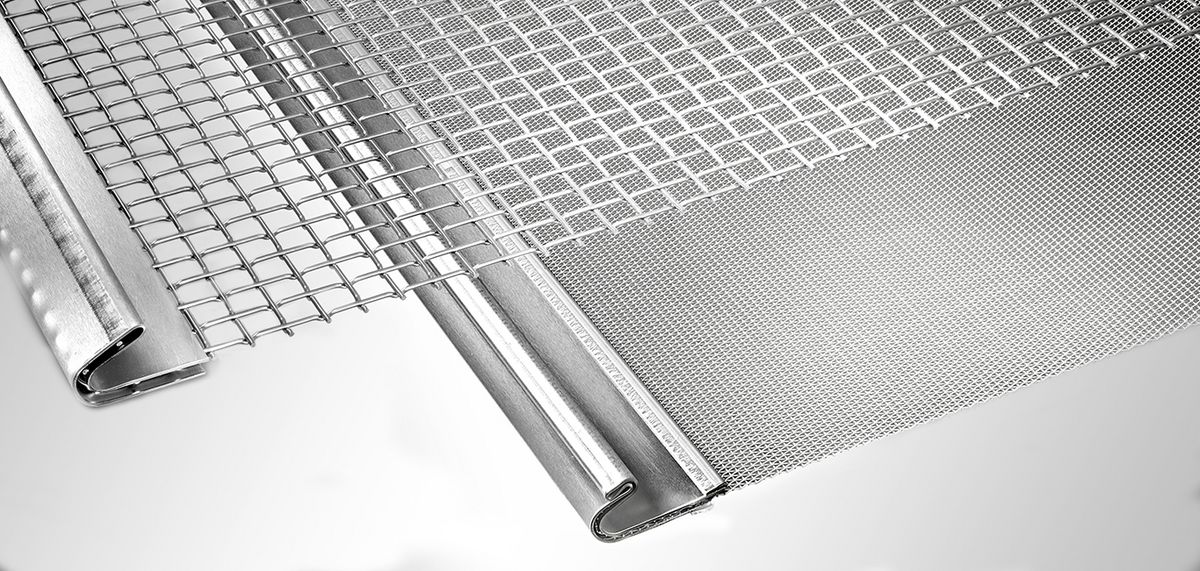
Façonner et plier
Chaque détail compte pour les profilés
À première vue, le grillage pliable semble plutôt simple. Cependant, l’exemple des fonds de tamis sous tension permet de comprendre la complexité. En effet, le façonnage et le pliage de la toile de tamisage ont une influence directe sur :
- La durée de vie du fond de tamis
- L’installation et la mise en tension du fond de tamis
- L’étanchéité dans la machine de tamisage





Pourquoi le nettoyage des filtres à mailles métalliques est-il si important dans la technologie médicale ?
Les puces à mailles métalliques dans la technologie médicale ? Dans ce secteur, les fils lâches ne sont pas envisageables. C’est pourquoi nous nettoyons nos éléments filtrants en toile métallique de manière particulièrement intensive.
Par exemple, les tamis des inhalateurs sont nettoyés en plusieurs étapes :
- Nettoyage du tissu
- Dégraissage des écrans évasés
- Nettoyage par ultrasons
- Criblage
Plasturgie
Une injection précise sur toute la ligne
Les filtres métalliques et les pièces façonnées reçoivent des bordures en plastique en injectant des matières plastiques fondues dans les cavités (espaces creux) d'un moule et en les comprimant.
Notre équipe, composée de collaborateurs de notre propre atelier d'outillage, de la R&D, du service technique et de la plasturgie, développe des installations de production, des outils et même de nouvelles modifications plastiques afin de répondre aux exigences les plus élevées en matière de fonctionnalité et de manipulation des éléments hybrides finaux.

Vérifier
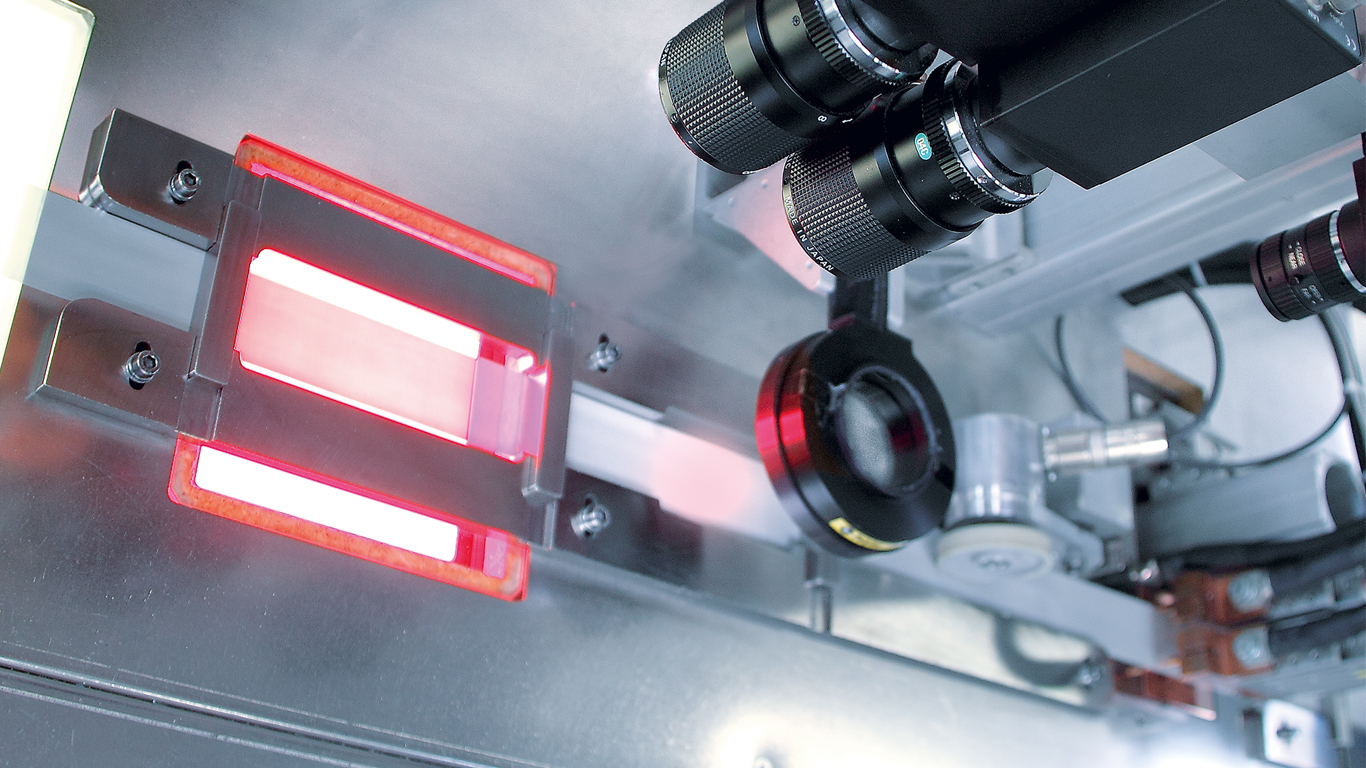
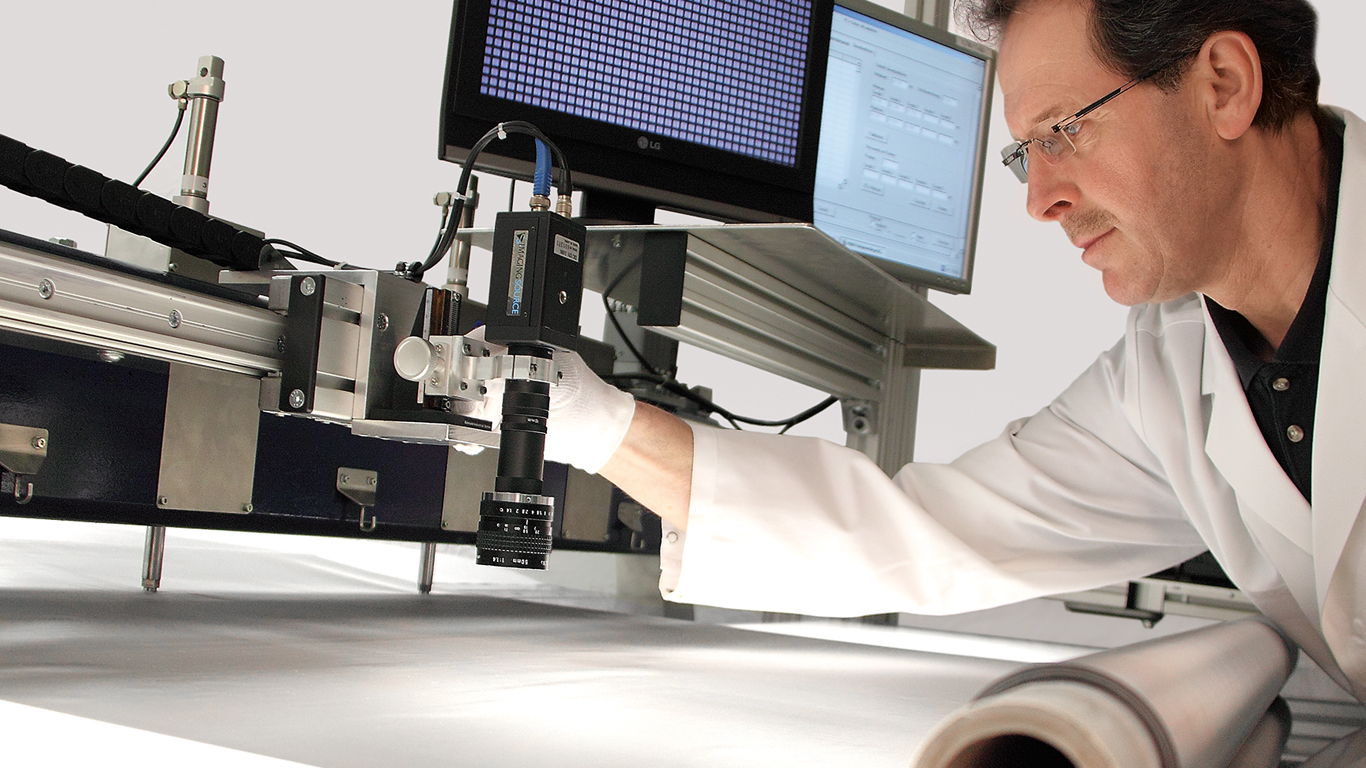
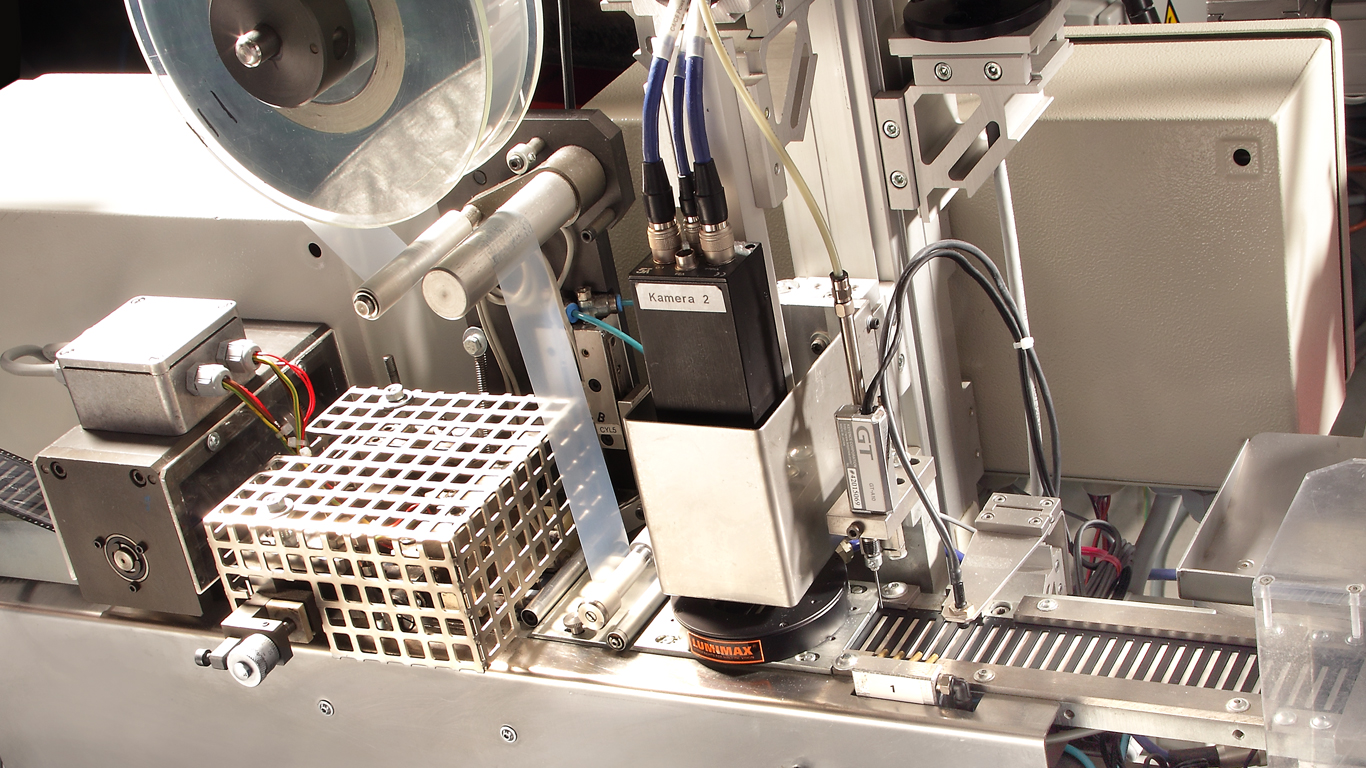
Assurance de la qualité grâce à des procédures d'essai normalisées, spécialement développées et certifiées.
Nous utilisons diverses méthodes de mesure et d’essai pour prouver que nos produits en toile métallique répondent à leurs exigences respectives. Tous les fils et les toiles métalliques qui en sont issus sont testés dans notre laboratoire d'usine. En outre, nous poursuivons une stratégie zéro défaut dans notre production. Afin d'atteindre cet objectif, même avec des produits de grand volume, et de pouvoir détecter à temps d'éventuels écarts par rapport à la norme, ces processus de production sont surveillés en permanence par le système de vision Haver développé en interne.














Directeur de l'unité d'affaires
59302 Oelde, Allemagne